No products in the cart.
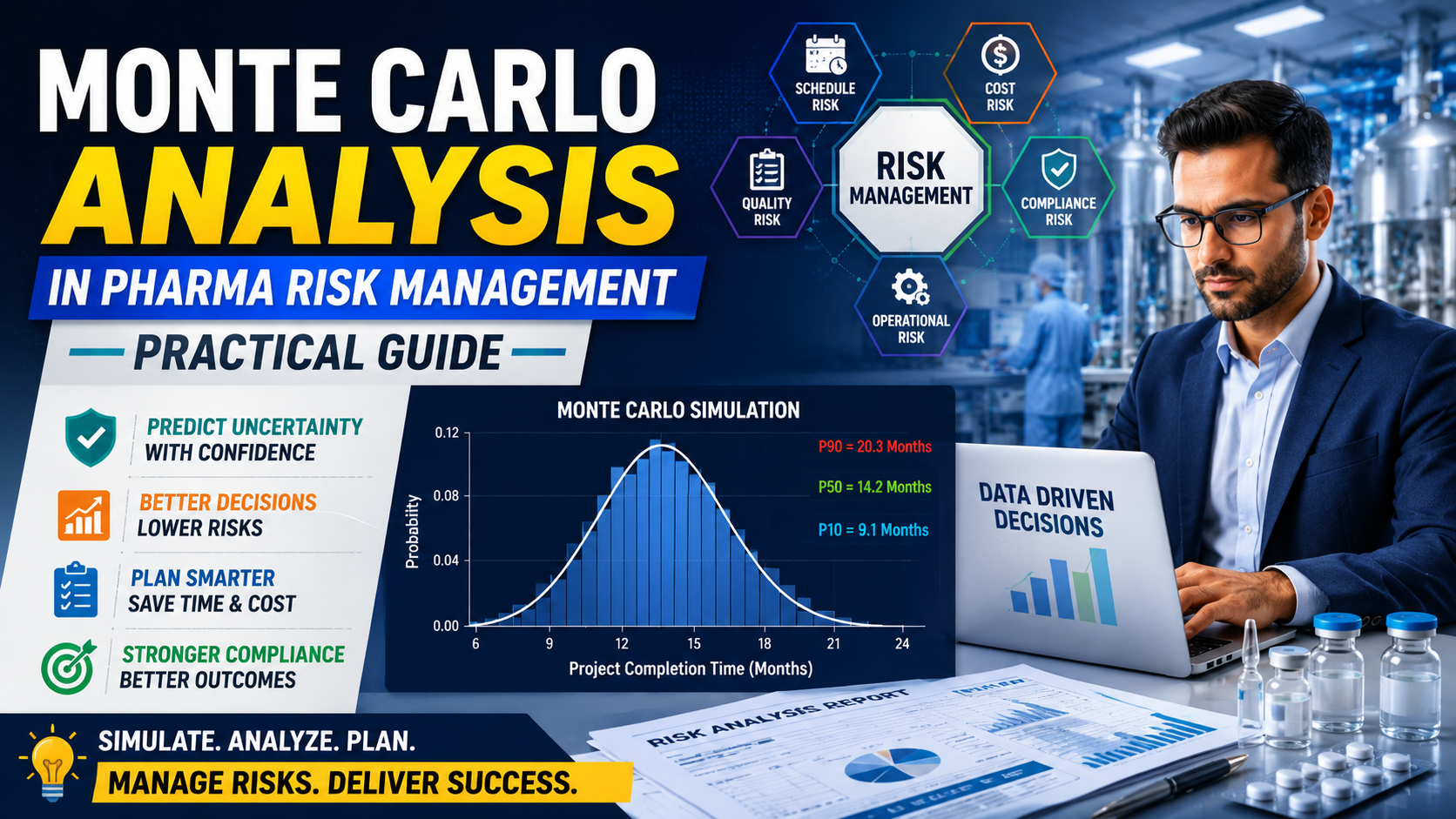
Monte Carlo Analysis in Pharma Risk Management: A Practical Guide for Pharma Professionals
Introduction
The pharmaceutical industry operates in one of the most highly regulated and risk-sensitive environments in the world. From drug development and manufacturing to validation, quality assurance, and supply chain operations, every stage involves uncertainty and operational risks.
A single delay in equipment qualification, a failed validation batch, or a supply chain disruption can cost companies millions of dollars and impact patient safety. Traditional risk assessment methods often rely on assumptions and static analysis, which may not accurately reflect real-world project uncertainties.
This is where Monte Carlo Analysis in Pharma Risk Management becomes a powerful tool.
Monte Carlo Analysis helps pharma professionals simulate thousands of possible project outcomes using probability-based models. Instead of guessing what might happen, teams can predict risks with data-driven confidence.
In today’s era of Industry 4.0, digital transformation, and predictive analytics, pharma companies are increasingly adopting advanced risk management techniques to improve decision-making and regulatory readiness.
In this practical guide, you’ll learn:
- What Monte Carlo Analysis is
- Why it matters in pharma risk management
- Real-world pharma applications
- Benefits for project management and compliance
- Step-by-step implementation methods
- Common mistakes to avoid
- How pharma professionals can build these future-ready skills
What is Monte Carlo Analysis?
Monte Carlo Analysis is a quantitative risk analysis technique that uses probability simulations to predict possible outcomes in uncertain situations.
Instead of relying on one fixed estimate, the model runs thousands of simulations using random variables and probability distributions.
The output helps teams understand:
- Best-case scenarios
- Worst-case scenarios
- Most likely outcomes
- Risk probabilities
- Confidence levels
The method is widely used in:
- Finance
- Aerospace
- Engineering
- Manufacturing
- Supply chain management
- Pharmaceutical project management
In pharma, Monte Carlo simulations are increasingly used for:
- Project scheduling
- Validation planning
- Regulatory risk analysis
- Capacity forecasting
- Supply chain risk
- Equipment downtime prediction
Why Pharma Companies Need Advanced Risk Management
The pharmaceutical industry faces unique operational challenges:
Regulatory Pressure
Regulatory bodies such as:
- US Food and Drug Administration
- European Medicines Agency
- World Health Organization
require strong risk management frameworks aligned with GMP and data integrity principles.
Complex Projects
Pharma projects involve:
- Validation
- HVAC systems
- Automation
- CSV
- Cleanroom engineering
- Qualification activities
- Documentation management
Each activity introduces uncertainty.
Cost of Delays
A delay in:
- plant commissioning
- sterile facility setup
- regulatory approvals
- equipment validation
can significantly impact product launch timelines and business revenue.
Increasing Digital Transformation
Modern pharma companies are moving toward:
- predictive analytics
- AI/ML
- digital twins
- smart manufacturing
- automated compliance systems
Monte Carlo Analysis supports this transformation by enabling predictive risk management.
Understanding Monte Carlo Analysis in Pharma Risk Management
Simple Example
Imagine a pharmaceutical company planning a sterile injectable facility project.
The project manager estimates:
- Best-case completion: 10 months
- Most likely completion: 14 months
- Worst-case completion: 20 months
Traditional planning might simply assume 14 months.
However, Monte Carlo Analysis in Pharma Risk Management simulates thousands of project outcomes based on uncertainties such as:
- vendor delays
- qualification failures
- manpower shortages
- regulatory observations
- supply chain disruptions
The output may show:
- 30% chance of completing in 14 months
- 70% chance of delay beyond 16 months
- average expected completion: 17 months
This allows management to make better decisions proactively.
Key Components of Monte Carlo Simulation
1. Input Variables
These are uncertain factors such as:
- project duration
- costs
- manpower availability
- equipment lead time
- validation failures
2. Probability Distribution
Each variable is assigned a probability distribution:
- triangular distribution
- normal distribution
- uniform distribution
- beta distribution
For example:
- HVAC installation duration may vary from 20–40 days
- validation execution may vary from 15–30 days
3. Random Sampling
The model randomly selects values thousands of times.
4. Simulation Runs
Typically:
- 1,000
- 5,000
- 10,000
simulations are executed.
5. Output Analysis
Results include:
- probability curves
- risk heat maps
- confidence intervals
- schedule risk exposure
Applications of Monte Carlo Analysis in Pharma
1. Project Schedule Risk Analysis
Large pharma projects involve:
- engineering
- procurement
- commissioning
- qualification
- validation
Monte Carlo simulation helps predict:
- schedule delays
- critical risk areas
- resource bottlenecks
This is highly useful for:
- greenfield projects
- brownfield expansion
- sterile facility setup
2. Validation Risk Assessment
Validation activities can fail due to:
- protocol deviations
- equipment instability
- operator errors
- environmental failures
Using Monte Carlo Analysis in Pharma Risk Management, companies can estimate:
- probability of validation failures
- impact on timelines
- cost overruns
3. Supply Chain Risk Management
Pharma supply chains are vulnerable to:
- raw material shortages
- geopolitical risks
- transportation delays
- cold-chain failures
Monte Carlo models help evaluate:
- inventory risks
- alternate supplier strategies
- lead-time uncertainty
4. Regulatory Compliance Planning
Companies can assess:
- audit readiness risks
- documentation delays
- CAPA effectiveness
- inspection preparedness
This improves compliance confidence.
5. Manufacturing Capacity Forecasting
Simulation helps predict:
- production bottlenecks
- equipment utilization
- maintenance impact
- batch failure probabilities
Benefits of Monte Carlo Analysis in Pharma Risk Management
Better Decision-Making
Instead of assumptions, decisions are based on statistical probabilities.
Improved Project Planning
Teams can:
- allocate resources better
- manage contingency plans
- improve scheduling accuracy
Stronger Compliance
Predictive risk analysis helps strengthen:
- GMP compliance
- quality systems
- audit preparedness
Reduced Financial Losses
Early identification of risks reduces:
- project overruns
- batch failures
- downtime costs
Enhanced Leadership Confidence
Senior management gets better visibility into:
- project health
- operational uncertainties
- future outcomes
Real-Life Pharma Example
A pharma company was executing a new sterile filling line project.
Initial timeline:
- Planned completion: 12 months
Challenges:
- imported equipment delays
- cleanroom qualification failures
- manpower shortages
Using Monte Carlo simulation:
- 5,000 project simulations were run
- probability analysis showed:
- only 25% chance of finishing in 12 months
- 80% probability of completion within 16 months
Management took proactive action:
- increased manpower
- parallel validation activities
- improved vendor coordination
Final outcome:
- project completed in 14 months
- major cost escalation avoided
This demonstrates the power of Monte Carlo Analysis in Pharma Risk Management.
Common Mistakes Pharma Teams Make
Relying Only on Historical Data
Past performance may not always predict future risks.
Ignoring Human Factors
Operator skill gaps and decision delays also impact outcomes.
Using Unrealistic Assumptions
Incorrect probability distributions reduce accuracy.
Lack of Cross-Functional Inputs
Risk analysis should involve:
- QA
- engineering
- production
- validation
- regulatory teams
Treating Risk Analysis as a One-Time Activity
Risk management should be continuous.
Tools Used for Monte Carlo Analysis
Popular tools include:
- Microsoft Excel with add-ins
- Oracle Primavera Risk Analysis
- @Risk Software
- Crystal Ball
- Python-based analytics tools
- Power BI dashboards
Many pharma companies are integrating these tools into digital transformation initiatives.
Future of Risk Management in Pharma
The future of pharma risk management is becoming:
- predictive
- automated
- AI-driven
- data-centric
Emerging technologies include:
- AI/ML-based risk prediction
- digital twins
- real-time analytics
- predictive maintenance
- smart compliance dashboards
Monte Carlo simulation will continue to play a major role in:
- pharmaceutical engineering
- project management
- operational excellence
- regulatory compliance
Professionals with these skills will have a major competitive advantage.
How Pharma Professionals Can Learn These Skills
Modern pharma organizations are actively seeking professionals who understand:
- project management
- data analytics
- risk management
- AI/ML
- digital transformation
- GMP compliance
Programs like the The Pharma Architect Master Class help pharma professionals build practical skills in:
- Project Management
- Power BI
- AI/ML in Pharma
- GAMP 5
- Industry 4.0
- Regulatory Audits
- Risk Management
- Digital Transformation
The program also includes practical workshops and real-life case studies relevant to pharmaceutical industries.
Actionable Tips for Pharma Teams
Start Small
Begin with:
- schedule risk analysis
- resource forecasting
- validation risk assessment
Use Real Project Data
Collect accurate historical data for better simulations.
Build Cross-Functional Collaboration
Include all stakeholders during risk analysis.
Train Teams in Analytics
Upskill teams in:
- Power BI
- project management
- predictive analytics
- risk management
Integrate Risk Management into Daily Operations
Move from reactive to predictive decision-making.
Frequently Asked Questions (FAQ)
What is Monte Carlo Analysis in Pharma Risk Management?
It is a probability-based simulation method used to predict risks, uncertainties, and possible project outcomes in pharmaceutical operations and projects.
Why is Monte Carlo Analysis important in pharma?
It helps pharma companies improve project planning, compliance readiness, validation strategies, and operational decision-making.
Where is Monte Carlo simulation used in pharma?
Common applications include:
- project management
- validation planning
- supply chain risk
- manufacturing forecasting
- regulatory compliance
Is Monte Carlo Analysis difficult to learn?
The fundamentals are easy to understand, especially for professionals with project management or analytics backgrounds.
Which pharma professionals should learn Monte Carlo simulation?
Useful for:
- project managers
- QA professionals
- validation engineers
- automation engineers
- manufacturing leaders
- compliance teams
Conclusion
The pharmaceutical industry is rapidly evolving toward predictive, data-driven operations. Companies can no longer rely solely on traditional risk assessment methods.
Monte Carlo Analysis in Pharma Risk Management enables organizations to:
- anticipate uncertainties
- improve project outcomes
- strengthen compliance
- optimize resources
- reduce operational risks
As Industry 4.0 and digital transformation continue reshaping pharma, professionals who understand advanced risk management techniques will stand out as future leaders.
If you want to master practical project management, digital transformation, AI/ML, GAMP 5, and advanced pharma leadership skills, explore the The Pharma Architect Master Class designed specifically for pharma and biopharma professionals.
Your trusted partner for pharma skills, systems, and solutions.

